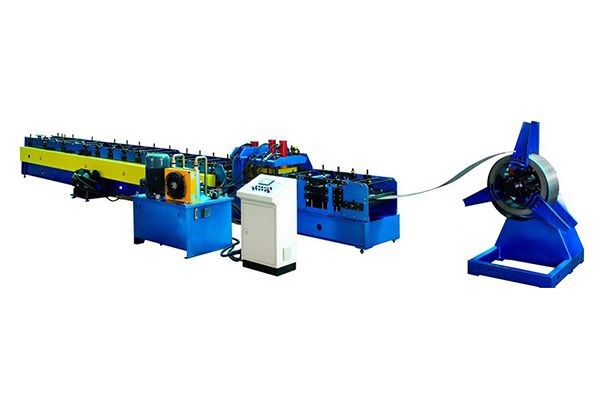
JBH15 Corrugated Web H-beam Welding Line consists of panel feeding conveyor, web forming machine, web cut to length machine, assembling machine(not for taper beam), transferred conveyor, corrugated web welding and cutting machine, assembling fixture for taper beam, electric system, pneumatic system and hydraulic system.
- H beam length: 4-16m;
- H beam height: 300-1500mm
- Corrugated web thickness: 2-6mm(≤235MPa), 2-4mm(≤345MPa);
- Flat Web thickness: 4-6mm
- Corrugated web sinusoidal wave height; about 40-43mm (adjustable);
- Corrugated web sinusoidal wave distance: about 155mm;
- Flange thickness: 8-30mm
- Flange width: 150-500mm
- Taper cross-section H beam length: 4-12m
- Taper cross-section H beam Max. height: 1200mm;
- Taper cross-section H beam Min. height: 300mm;
- Complete line layout area size: 92*4m (length*width)
- Coil prepare
- Prepare web single panel
- Coil feeding for web (thickness=2~3m)
- Feeding the flat web panel
- Corrugated forming
- Feeding flange with crane
- H beam assembly
- H beam welding
- Taper beam assembly
- Output
-
-

- Web forming machine
This machine consists of upper and lower rollers, through the power input machine to drive the rollers rotation. The roll forming speed can be adjusted by the frequency control. Lower roller is fixed, and upper roller can be lifting. Lower roller through the adjusted motor, synchronous lifting device adjusts the distance between upper and lower rollers, to get the sinusoidal wave which you need. The adjustment adopts PLC auto control. This machine has centering device, rectify device, assisted clamping device and input & output auto scale device.
-
- Suitable material yield strength: ≤345 MPa
- Corrugated web thickness: 2-6mm(≤235MPa), 2-4mm(≤345MPa);
- Suitable panel width: 300-1500mm;
- Corrugated web sinusoidal wave height; about 40-43mm (adjustable);
- Corrugated web sinusoidal wave distance: about 155mm;
- Air supply pressure: 0.7MPa
- Hydraulic pressure: 6MPa
- Panel centering mode: manual
- Forming speed: 0.5-4.2m/min
- Input power: 33kw
- Hydraulic station: 5.5kw
- Corrugated web output mode: chain transmission
- Machine weight: about 10 tons
- Machine size(L*W): 20*4m
-
-

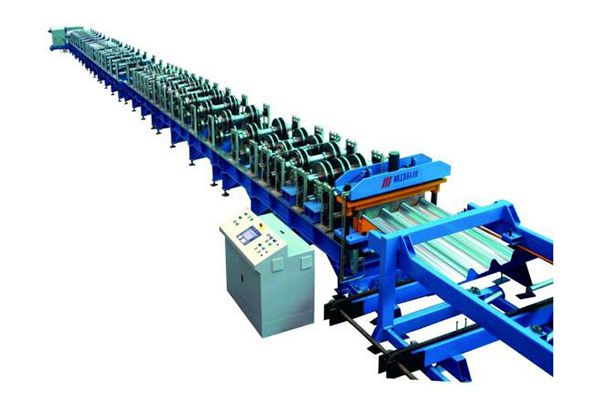
- Web cut to length machine
This machine is used to transport the corrugated sheet to the welding machine, and it is equipped with sheet lateral moving device. Left and right flange transmission units are symmetrical parts, the main function of these units is to transport the flange to the welding machine. The frame adopts lifting device, and reduction motor drive.
-
- Suitable width for cutting: 300-1500mm
- Max. current during cutting: 65A
- Input total power: 12kw
- Machine Size(L*W): 1*3m
-
-

- Assembling machine(not for taper beam)
The machine mainly consists of corrugated web feeding conveyor, flange feeding conveyor, assembly machine for normal H beam (flat web), electric system, pneumatic system, hydraulic system, etc. The corrugated web panel is fed to Assembling machine by conveyor, at the same time, two pieces of the flange panel is lifted to the conveyor by crane. Three pieces of the panel is in the correct position in the Assembling machine. The panels are clamped by the oil cylinder, and move forward driven by hydraulic motor, and auto spot welding gun makes the spot welding on the top of the sinusoidal wave.
-
- Suitable H beam length: 4-16m
- Suitable flange width: 150-500mm
- Corrugated web conveying speed: 3-15m/min
- Assembling speed: Max. 2.2m/min
- Corrugated H beam width: 300-1500mm.
- Total input power: about 25kw
- Machine Size: 18*4m
-
-

- Corrugated web welding and cutting machine
Corrugated web welding and cutting machine is the key part of the machine, it consists of panel feeding system, Weld tracking welding system, taper beam cutting system, hydraulic system, pneumatic system, electric control system, etc.
-
Working principle
The H beam will be conveyed to the correct position, then be clamped tightly. The tracking welding system on both sides will start to weld the H beam according to the set parameters. The welding method is laser tracking welding which can improve the welding quality.
If the machine need to produce taper beam. After the machine finish making the regular H beam, the cutting system will starts to work. Then manually assembly the taper beam and transport back to machine again and weld again.
- Regular H beam length: 4-16m
- Regular H beam height: 300-1500mm
- Taper beam length: 4-16m
- Taper beam big end max. height: 1200mm
- Taper beam small end min. height: 300mm
- Air pressure: 0.7Mpa
- Welding mode: laser tracking gas shield welding
- Cutting mode: Arc voltage tracking plasma cutting
- Welding speed: about 700m/min, the max. linear projection average speed.
- Total input power: 95kw
- Machine size(L*W): 20*4m
-
-

- Transferred conveyor
It consists of Vertical conveyor roller and electric control system.
The function of this part is for conveying the beam after assembling for welding, the conveyor can be adjusted according to H beam size. If the H beam needs to be double welded, the H beam should be turn over by 180 degree with crane and put on the conveyor again.
-
- Suitable output H beam length: 4-16m
- Total input power: 6kw
- Conveyor size(L*W): 18*4m
-
- Assembling fixture for taper beam
This device includes one set of fixture and one set of lifting appliance for taper beam.
The work piece is hoisted by lifting appliance to the taper beam assembling zone, and assemble the flange by special fixture by manual, and put it on the machine again for welding.
- Assembling fixture for taper beam
| No. | Item | Type | Qty | Remark |
| 1 | Assembling machine | JBH15.01 | 1 | |
| 2 | Welding machine | JBH15.02 | 1 | |
| 3 | Transferred conveyor | JBH15.03 | 1 | After assembling for welding |
| 4 | Cutting device | JBH15.04 | 1 | Plasma cutting |
| 5 | Assembling fixture for taper beam | 1 | ||
| 6 | Forming machine | JBH150A | 1 | t=2-6 mm(≤235 MPa);t=2-4 mm(≤345 MPa) |
| 7 | Pneumatic system | 1 | ||
| 8 | Hydraulic system | 1 | ||
| 9 | Control system | 1 | 400V/3P/50HZ | |
| 10 | Output conveyor drawing | 1 | Produced by buyer |
1. Buyer prepare crane, welding consumable material(welding flux, wire, gas, etc.), air supply, electric supply, cable from buyer’s factory to machines, hydraulic oil, grease, foundation, and other necessary tools, etc. Seller will make a list to inform the buyer after the down pay.
2. The testing material for the inspection in seller’s factory is supplied by the buyer.